
DIN 2391 ST35 ST45 ST52 Seamless Precision Steel Tube
Brief Introduction
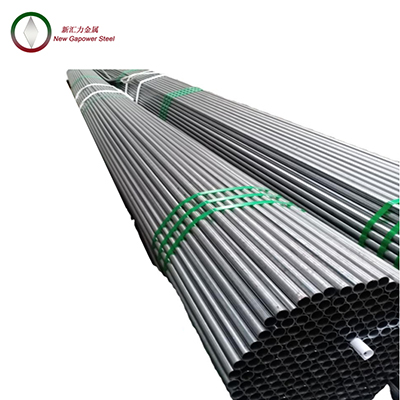
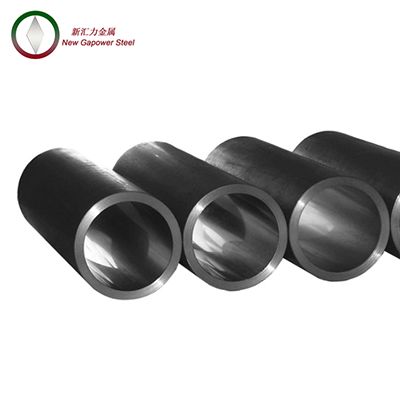
EN/DIN cold drawn seamless steel tube wiht high precsion adopt anaerobic bright heat treatment(NBK) or (GBK) to get the bright surface of the steel tube. The tube could be bending,flaring and flattening wihout crack. It has high precison, on oxide layer on both sides of the tube. It can be used for various complex deformation and machining. BA high precison seamless steel tube is usually used for hydraulic cylinder, diesel,hydraulic pump station and hydraulic system which ares require the steel tube in high precison and cleanliness
Technical Parameters
| Grade | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Standard | SAE J524 SAE409 DIN2391 DIN1630 EN10305 DIN2445 JIS G3445 |
| Delivery Conditon | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| Length | OD 4-120mm, Thickness0.5-25mm |
| Tolerance | Outer Diameter: According to Standard |
| Thickness: According to Standard | |
| Finish | Phosphated Coating |
| Oil dipped | |
| Application | Hydraulic System;Car/bus;construction vehicle |
| Delivery time | A.7 days if this goods is stock goods. |
| B.20 days if this goods will be produced after order |
Delivery Condition
| Designation | Symbol | Description |
| Cold finished (hard) | BK(+C) | Tubes do not undergo heat treatment following the final cold forming and, thus, have a rather high resistance to deformation |
| Cold finished (Soft) | BKW (+LC) |
The final heat treatment is followed by cold drawing involving limited deformation. Appropriate further processing allows a certain degree of cold forming (e.g. bending, expanding) |
| Cold finished and stress-relieved | BKS(+SR) | Heat treatment is applied following the last cold forming process. Subject to appropriate processing conditions, the increase in the residual stresses involved enables both forming and machining to a certain degree. |
| Annealed | GBK(+A) | The last Cold forming process is followed by annealing in a controlled atmosphere. |
| Normalized | NBK(+N) | The last cold forming process is followed by annealing above the upper transformation point in a controlled atmosphere. |
Tolerance
| Outer Diameter | Allowable tolerance | Special Tolerance | ||
| GB/T3639 | DIN2391 | OD | WT | |
| 4mm-20mm | ±0.10mm | ±0.08mm | ±0.05mm | ±0.05mm |
| 20mm-30mm | ±0.10mm | ±0.08mm | ±0.08mm | ±0.08mm |
| 31mm-40mm | ±0.15mm | ±0.15mm | ±0.10mm | ±0.08mm |
| 41mm-60mm | ±0.20mm | ±0.20mm | ±0.15mm | ±0.15mm |
| 61mm-80mm | ±0.30mm | ±0.30mm | ±0.20mm | ±0.20mm |
| 81mm-120mm | ±0.45mm | ±0.45mm | ±0.30mm | ±0.30mm |
Certificates: According to EN 10204 3.1
Inspection Items:
Tensile stength, Yield stength, Elongation, Flattenging, Flaring;
Chemical analysis
Eddy Current Test 100%, Size and surface checking 100%
Other test item can be arranged by A Third Party as per request




